KESİNTİSİZ İMALATA YÖNELİK
ÇOK BÜYÜK HACİMLİ SLS SİSTEMİ
Sürekli Eklemeli İmalat Çözümü (CAMS: Continuous Additive Manufacturing Solution), eklemeli imalat endüstrisinin gerçek üretim alanına doğru ilerlemesini ve Endüstri 4.0 gibi gelecekteki üretim modellerini ele almaya yönelik olarak geliştirilmiştir.
CAMS vizyonu, dikey ölçeklenebilirlik ve modülerleşme aracılığıyla sürekli eklemeli imalatı mümkün kılarak her türlü endüstriyel üretim tesisine entegre edilebilen yeni nesil bir çözüm sunmaktır.
KULLANIM ALANLARI: Savunma ve Havacılık, Medikal, Otomotiv, İmalat
ÜRETİM İÇİN TASARLANDI
HT1001P-2 CAMS sistemi, endüstriyel ölçekte üretim göz önünde bulundurularak temelden tasarlanmıştır. Sürekli parti üretim kapasitesi sayesinde HT1001P-2, imalatlar arasında geçiş sürelerinin minimuma indirilmesi sayesinde yoğun ve kesintisiz üretim döngüleri sağlar. Üstelik sistemin verimliliği, yüksek hızlı üst besleme sistemi ve tamamen dijital çok lazerli tarama kabiliyetleri ile, mümkün olan en üst seviyeye çıkarılmıştır. HT1001P-2, otomasyon kontrollü kapalı döngü toz sistemine sahip kapsamlı bir toz aktarım sistemine sahiptir. Bu sayede operatörün toz aktarımı ile ilgili tüm süreçlerde, çevrime minimum seviyede dahil olması sağlanır. HT1001P-2 ile eklemeli imalat endüstrisi, gerçek üretim alanına doğru atılım yapmaya hazır!
GELİŞMİŞ YETENEKLER
HT1001P-2, kullanıcılarına en son teknoloji üretim kabiliyetleri sunar. 1000x500x450 imalat zarfı ile, birçok küçük parçanın yüksek kalitede seri üretimini veya büyük parçaların birleştirme/yapıştırma işlemleri gerektirmeden, doğrudan üretimini sağlar. HT1001P-2, PA6 ve PA12 gibi yüksek performanslı malzemelerin işlenmesine olanak tanıyan, üniform şekilde 220°C'ye kadar ulaşabilen odacık tasarımına sahiptir. Bu da sistemin termal yönetim becerilerini ortaya koymaktadır.
AÇIK VE MODÜLER
Farsoon, makinelerinin tamamen özgür bir şekilde işletilmesine izin veren tek lazer sinterleme sistem üreticisidir. Bu, makine parametrelerinin ve toz seçiminin kullanıcı için kilidini açar ve PLS üretimi konusunda daha önce mümkün olmayan özgürlük ve esneklik seviyelerine olanak tanır.
Ayrıca, HT1001P-2'nin modüler tasarımı, gelecekteki ön ve son işleme istasyonlarının kolayca eklenmesine ve mevcut üretim hatlarına entegre edilmesine olanak tanır.
MAKİNE ÖZELLİKLERİ
| |
HT1001P-2 |
| Cihaz Boyutları (ExBxY) |
5590×2000×2170 mm (Tam Modül)
2680×2000×2170 mm (Yalnızca İmalat İstasyonu) |
| İmalat Hacmi1 (ExBxY) |
1000×500×450 mm |
| Ağırlık |
Yaklaşık 5000 kg (Tam Modül)
Yaklaşık 3500 kg (Yalnızca İmalat İstasyonu) |
| Lazer |
CO₂ Lazer, 2×100W |
| Tarayıcı |
Yüksek hassasiyetli 3-eksen galvo sistem |
| Katman Kalınlığı |
0.06 - 0.3 mm |
| Hacim Oluşturma Hızı2 |
15.0 L/saat'e kadar |
| Tarama Hızı |
Maks. 15 m/s |
| Maks. Hazne Sıcaklığı |
220°C |
| Termal Alan Kontrolü |
Sekiz bölge ısıtıcı ve akıllı sıcaklık kontrol sistemleri |
| Sıcaklık Düzenlemesi |
Sürekli gerçek zamanlı baskı yüzeyi sıcaklık izlemesi ve optimizasyonu |
| İşletim Sistemi |
64 bit Windows 10 |
| Arayüz Modları |
Gerçek zamanlı değiştirilebilir uzman modu ve üretim modu |
| Kapsamlı Yazılım |
BuildStar®, MakeStar® |
| Veri Dosyası Formatı |
STL |
| Ana Yazılım Özellikleri |
Açık makine ana parametreleri, gerçek zamanlı baskı parametreleri değiştirme, üç boyutlu görselleştirme, teşhis işlevleri
|
| İnert Gaz Koruma |
Azot |
| Güç |
Avr./Çin: 400V±10%, 3~/N/PE, 50/60Hz, 50A
|
| Çalışma Ortam Sıcaklığı |
22-28°C |
| Başlıca Malzemeler3 |
FS3300PA, FS3401GB, FS4100PA, FS3150CF, FS3250MF, FS6140GF, FS1092A-TPU*, FS1088A-TPU*, Ultrasint® PA6*, Ultrasint® PP nat 01* ve dahası.
|
1 İşlevsel yapı hacmi parçalara / malzemelere bağlıdır.
2 Hacim üretim hızı, parçalara / malzemelere bağlıdır.
3 * işaretli malzemeler, optimizasyon sürecindedir.
HT1001P-2 CAMS
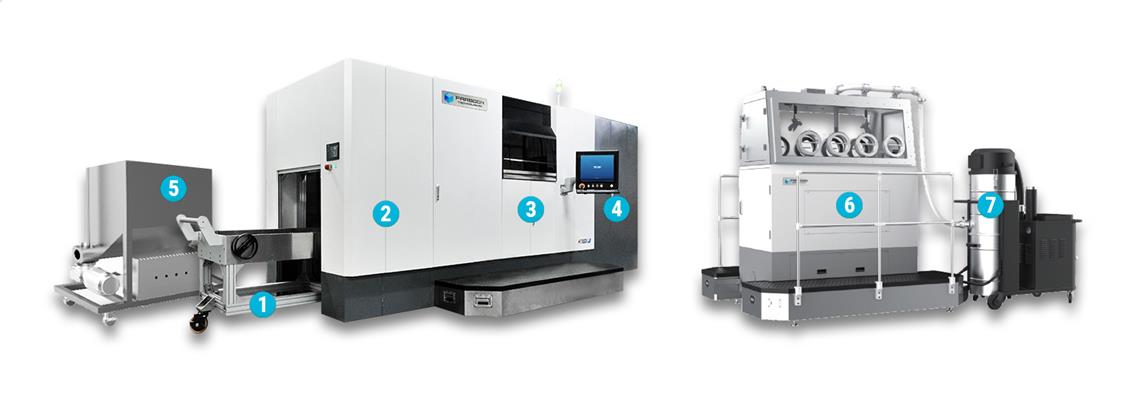
1- KARTUŞ TAŞIMA ARABASI
Kartuş taşıma arabası, HT1001P-2 sistemine imalat kartuşunu yükleme ve çıkarma işlemleri için kullanılır. Yükleme veya soğutma istasyonuna kenetlenirken manyetik kuvvetlerden de faydalanılır, böylece imalat kartuşu geçişlerinde istenmeyen hareketler engellenir.
2- YÜKLEME İSTASYONU
HT1001P-2'nin yükleme istasyonu modülü, tüm sistemin sol tarafında yer almaktadır. İmalat kartuşu, entegre yarı otomatik konveyörü olan elektrikli kapı aracılığıyla belirlenmiş konuma yüklenir. Daha sonra kullanıcı, yükleme istasyonunda imalat kartuşunun ön-ısıtma sürecini, proses sıcaklık ihtiyaçlarına göre başlatır.
3- İMALAT İSTASYONU
Lazer sinterleme işleminin gerçekleştiği yerdir. İmalat kartuşu yerleştirildikten sonra, 3D baskı paket dosyaları Farsoon'un BuildStarTM işletim yazılımına yüklenir, ardından üretim prosesi başlar.
4- SOĞUTMA İSTASYONU
Üretim tamamlandığında, imalat kartuşu soğutma istasyonuna taşınır ve burada oksidasyonu kontrol etmek ve parça stabilitesini sağlamak için inert bir atmosfer altında soğumaya bırakılır. Kullanıcıya uygun bir konumda bulunan kontrol paneli, kullanıcının soğuma ortamını isteklerine göre programlamasına ve konveyör üzerindeki hareketi kontrol etmesine olanak tanır.
5- TOZ AKTARIM ÜNİTESİ (PDU)
Toz, son özel bir üst besleme ve merdane tabanlı serme sistemi ile aktarılır ve parçalar, tamamen dijital çoklu lazer sistemi altında sinterlenir.
6- AYIRMA İSTASYONU
Kartuş, taşıma sistemi aracılığıyla ayırma istasyonuna taşınır. Ayırma İstasyonu tamamen kapalıdır ve istasyonun ön ve arka tarafında bulunan çoklu eldiven kutuları aracılığıyla erişilir; bu, temiz bir çalışma ortamını korurken birden fazla operatörün aynı anda çalışmasına imkan tanır. Dahili hava tabancaları, nazik toz çıkarma ve detaylı temizlik için özel olarak seçilmiştir.
7- VAKUM SÜPÜRGESİ
Ayırma İstasyonu, kullanıcının fazla tozu nazikçe çıkarması için bir süpürge ile donatılmıştır. Böylece imalattan artakalan toz, daha sonra geri dönüştürülebilir veya atık yönetimi doğrultusunda bertaraf edilebilir.